Het scheiden met een mes wordt gekenmerkt door de doordringing van een wigvormig mes in het materiaal waardoor dit uit elkaar gedreven wordt. Het snijden met een mes wordt voornamelijk gebruikt voor zachte materialen.
Stansen, Ponsen en Knippen
Systeem technologie
TOX® PRESSOTECHNIK heeft uitgebreide kennis van stans- en ponstechnologie - van simpele ponspersen tot verregaand ge-engineerde stanssystemen.
Wilt u in één arbeidsslag gaten en inkepingen, custom vormen, enkelvoudig of meervoudig gaten ponsen, stansen, vormen en kalibreren?
Of het nu metaalplaat, kunststof, karton, textiel of folies zijn - TOX® PRESSOTECHNIK ontwikkelt individuele oplossingen voor onze klanten.
Voor deze op maat gemaakte applicaties, worden specifieke oplossingen samengesteld uit standaard componenten van ons modulaire systeem:
De benodigde stanstechnologie is ontworpen, getest en gecontroleerd in samenwerking met onze eigen TOX® ontwikkel- en engineeringsafdeling. Productie en montage vindt ook plaats bij onze hoofdvestiging in Weingarten, alsook bij onze vijf andere productiesites wereldwijd. Support tijdens in bedrijfname en trainingen zijn beschikbaar op aanvraag.
Onze kwaliteit biedt u de beste toegevoegde waarde bij toepassing van stanssysteem-technologie met ons complete programma stansmachines en systemen.
Het modulaire systeem van TOX® PRESSOTECHNIK maakt bijna elke applicatie mogelijk.
Door het selecteren van passende componenten, wordt het ideale systeem voor de applicatie samengesteld. De componenten vormen hierbij de basis voor uw wensen:
Gereedschapkoppeling
Stansgereedschap bestaande uit snijstempel en snijmatrijs
Stootplaat met geleiderail en kogelomloopwagen
Afvoer stansafval


| Het systeem bestaat uit twee TOX®-Persen |

| Het matrijszijdige gereedschap voor de schokdemper dome |

| Het multi-pons gereedschap voor het ponsen van de schokdemper dome |

| De te ponsen posities in de schokdemper dome |
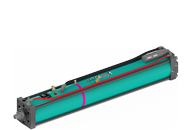
De apparatuur is speciaal ontwikkeld voor twee ponsbewerkingen ten behoeve van de montage van een schokdemper. In deze automobieltoepassing worden 8 gaten geponst met elke cyclus van de machine – vier aan de linkerzijde en vier aan de rechterzijde. Twee, gelijktijdig opererende TOX®-Persen worden gebruikt, elk aangedreven door een X-ES pneumo-hydraulisch aggregaat met TOX®-Hydrauliek cilinders HZL. Het proces wordt bestuurd door de PLC van de klant, wat de optimale integratie in de productielijn garandeert.
Met low impact krachten en het vermogen tot een automatisch inschakelende krachtslag, zijn TOX®-Krachtpakketten ideaal voor het ponsen van de schokdemper dome.
Technische data:

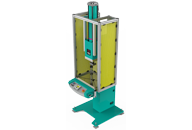
| Het systeem ponst in totaal 12 gaten in autodeuren |

| Matrijszijdig gereedschap |

| Stempelzijdig gereedschap |

| Voor het ponsen van autodeuren, worden perskrachten tot 12.6 kN benodigd |
Voor het efficient ponsen van autodeuren, werd een klantspecifieke oplossing ontwikkeld. Aangedreven door vier TOX®-Krachtpakketten type Type Q-K, worden in één cyclus totaal 12 gaten geponst in 4 deuren. Na het manueel beladen van de machine wordt het systeem gestart met een twee-handen besturing. Elk systeem wordt bediend door één van de vier geïntegreerde veiligheidsbesturingen type ST ES, terwijl de retourslag wordt geactiveerd door een oliedrukschakelaar.
Technische data:

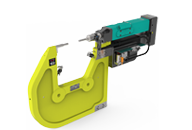
| Robot stanstang en de te bewerken zijwand |

| Snijstempel van de stanstang |

| Snijmatrijs van de stanstang |
Om een efficiënt productieproces te garanderen, werd een robot bediend ponssysteem ontwikkeld. De applicatie is voor het ponsen van gaten in zijwanden voor de automobielsector. De robot tangen werden voorzien van een TOX®-Krachtpakket type Q-K waarbij de pneumatische besturing wordt aangestuurd door de PLC van de klant, zodra het signaal "in-positie" geactiveerd wordt. Bij elke ponscyclus wordt een gat van 6 mm geponst. De takttijd van de robot is ca. 5 seconden. De beturing type ST ES wordt gebruikt als veiligheidsbesturing.
Technische data:
Deze applicatie in de automotive sector vereist een bijzonder hoge perskracht en een grote ruimte voor het gereedschap. Teneinde panoramische dakpanelen te kunnen stansen, werd een op maat gemaakt systeem ontwikkeld. De basis wordt gevormd door een TOX®-Universeel subframe en een 4-koloms pers uit ons MAG programma met een bedbreedte van 2,880 mm. Twee pneumo-hydraulische TOX®-Krachtpakketten type EKSD, die tesamen ongeveer 2,000 kN perskracht leveren (964 kN max. per Krachtpakket), werken als aandrijvingen. Het besturingssysteem werd uitgerust met alle nodzakelijke BUS connectors, opdat de pers kan functioneren met volledig geïntegreerde beladings- en ontladings robots. Het integreren van de stanspers kon eenvoudig worden volbracht. Het multifunctionele stansgereedschap heeft aan de boven- en onderzijde 26 snijmessen. Het gereedschap kan volledig worden gedemonteerd en worden voorzien van nieuw gereedschap indien noodzakelijk. Alle stansbewerkingen worden in één stansslag uitgevoerd, wat de hoogste nauwkeurigheid garandeerd.
Technische data:
Scheiden of stansen is volgens DIN 8588 een spaanloze techniek voor het mechanisch scheiden van producten door middel van snijkanten. Dankzij deze procedure kunnen grote hoeveelheden exacte en gecompliceerde producten van metaal of ander materiaal in een zeer korte tijd worden geproduceerd.
Deze techniek wordt gebruikt bij het verwerken van halffabrikaten, zoals metalen platen, halffabrikaten voor de auto-industrie of kunststof onderdelen uit de witgoedindustrie.
Hoofdgroepen van het stansen
Scheiden door te snijden met een mes, snijden met twee tegenoverliggende messen en door afschuiven.
Snijden met een mes
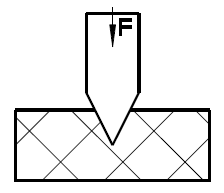
Het scheiden met een mes wordt gekenmerkt door de doordringing van een wigvormig mes in het materiaal waardoor dit uit elkaar gedreven wordt. Het snijden met een mes wordt voornamelijk gebruikt voor zachte materialen.
Snijden met twee tegenoverliggende messen
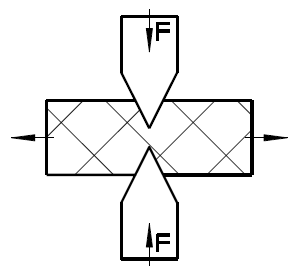
Hierbij dringen twee wigvormige messen door het materiaal. Een kniptang is een voorbeeld van dit type scheiding.
Ook dit proces wordt voornamelijk gebruikt voor zachte materialen.
Afschuiven
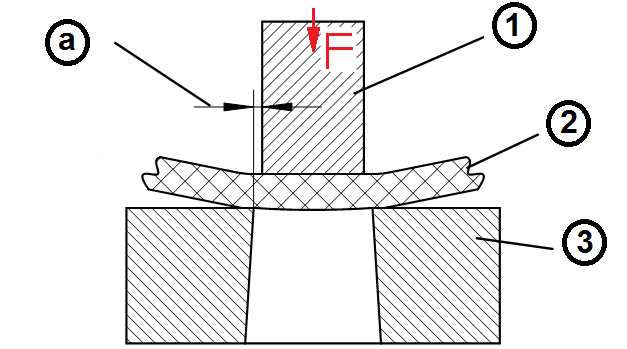
[1] Stempel
[2] Product
[3] Matrijs
[a] Snijspeling
[F] Kracht
Afschuiven is het meest gebruikte proces in de industrie. Het is zeer productief en van groot commercieel belang. Dit proces wordt gerealiseerd door twee snijwiggen (ten minste één) die langs elkaar bewegen. De materiaalonderdelen van het snijoppervlak schuiven langs elkaar. Dit proces bestaat uit drie stappen:
Door de toegepaste snijkracht zal de plaat elastisch buigen en wordt dan plastisch vervormd waarna deze begint te vloeien. Ten slotte ontstaan er scheuren en breekt het materiaal. Dit wordt afschuiven genoemd. Bij het afschuiven wordt er over het algemeen een verschil gemaakt tussen de open en de gesloten snede. Een voorbeeld van de open snede is het afsnijden van een metalen strook (vergelijkbaar met knippen met een schaar). Als de hele snijlijn binnen het product valt, wordt dit een gesloten snede genoemd (ponsen).
Een juiste snijspeling is een voorwaarde voor een optimaal afschuifeffect, een hoge snijkwaliteit en een lange levensduur van de gereedschappen. De vereiste snijspeling hangt vooral af van de afschuifsterkte en de plaatdikte.
In de brochure van TOX®-Stanssystemen vindt u een tabel met de waarden van de snijspeling.
Verloop van een stansproces
Het gereedschap wordt gemonteerd op een pers of in een ponsbeugel.
Het bovengereedschap met de snijstempel wordt door de aandrijving naar het werkstuk bewogen.
De verende afstroper wordt op het product geplaatst en de veren worden samengedrukt.
Het snijstempel beweegt omlaag. De aandrijving bouwt de kracht op.
Het snijstempel dringt door in de plaat, 1/3 van de materiaaldikte bij een optimale snijspeling.
De stansdop breekt door de matrijs. Hierdoor ontspant de aandrijving schoksgewijs. Dit ontspannen wordt ook "stans-slag" genoemd.
De stansdop wordt uitgeworpen.
Een goede snijkwaliteit van het gereedschap hangt af van:
De opbouw en werking van het snijgereedschap heeft een beslissende invloed op het resultaat. Er wordt onder andere een onderscheid gemaakt op basis van het type geleiding. Er zijn drie essentiële typen geleidingen voor snijgereedschappen.
Het goed uitgedachte modulaire systeem van TOX® PRESSOTECHNIK biedt volledige oplossingen voor bijna alle stanstoepassingen. De configuratie van het ideale systeem wordt bepaald door de selectie van de juiste componenten.
Deze vormen de basis voor een perssysteem en kan worden samengesteld met de systeemnavigator.
Berekening van stansmachines
U definieert een stanssysteem door de snijkracht te berekenen.
Fs= ls x s x ks
Fs = snijkracht
ls = snijlengte
s = plaatdikte
ks = afschuifsterkte (ong. 0,8 x Rm)
Rm = treksterkte van het materiaal
Voor het ontwerp van tangen of gereedschappen moet er een veiligheidsmarge van 20% worden aangehouden.
Met schuine snijkanten kan de snijkracht aanzienlijk verminderen. Voor dakvormige snijkanten is 10° de maximale hoek.
Als de totale snijkracht hoger is dan 25 kN, moeten er constructieve maatregelen worden getroffen.

Contact BE: +31 610 765709 Contactformulier |
Cookie Information Om de inhoud van onze aanwezigheid op het web voor u zo goed mogelijk weer te geven, maken we gebruik van cookies. U kunt cookies via uw browserinstellingen weigeren of reguleren. |